Welder Performance Qualification Record PDF Template
Welder Performance Qualification Record PDF Template
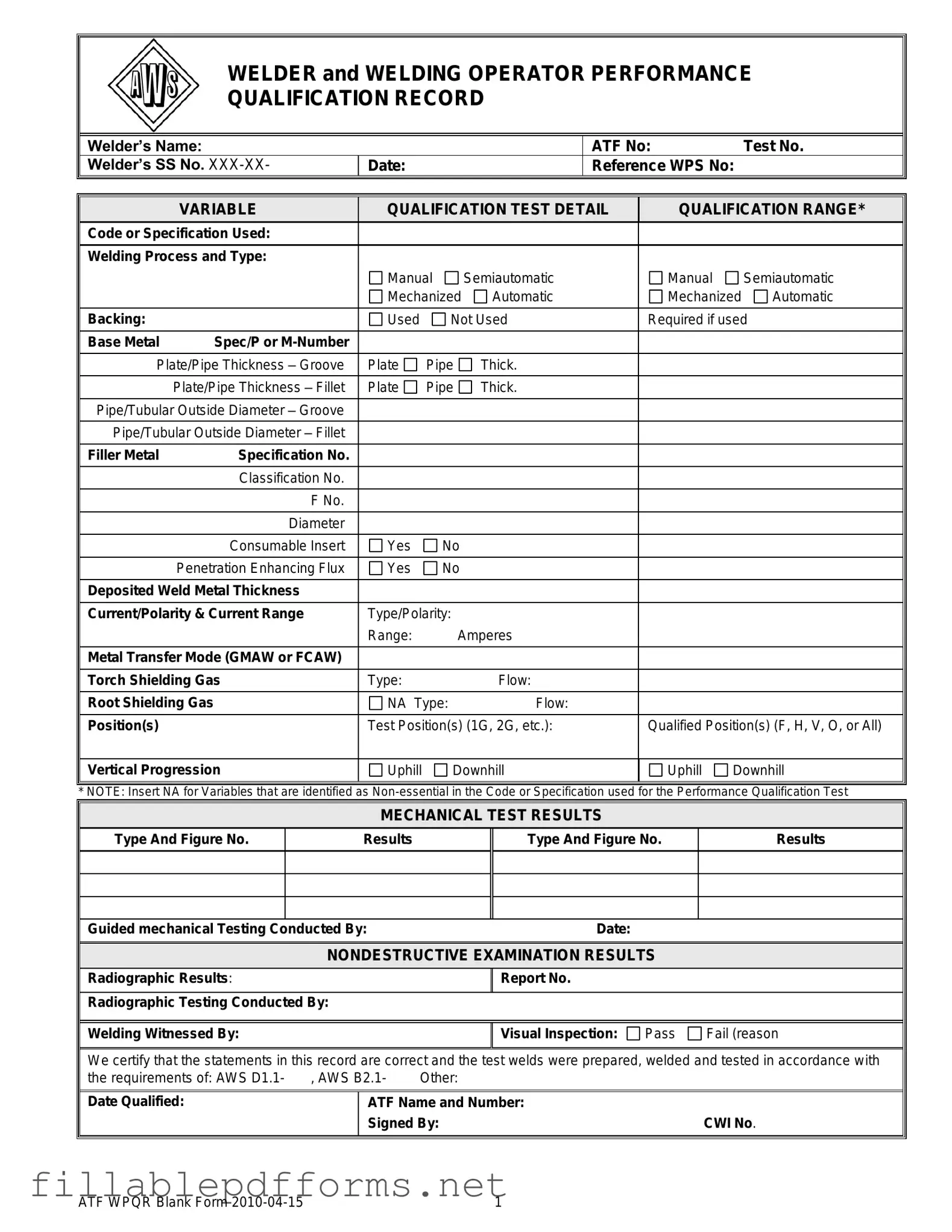
The Welder Performance Qualification Record (WPQR) form is an essential document used to verify a welder's skills and qualifications in various welding processes. This form captures critical information about the welder, including their name, identification numbers, and the specific tests they have completed. Each WPQR outlines the details of the qualification test, such as the reference Welding Procedure Specification (WPS) number, the type of welding processes used—ranging from manual to automatic—and the materials involved, including base metal specifications and filler metal classifications. It also provides insight into the test conditions, including the thickness of materials and the positions in which the welding was performed. Furthermore, the form includes results from mechanical tests and non-destructive examinations, ensuring that the welds meet industry standards. By documenting the welder's performance and the testing outcomes, the WPQR serves as a formal record that can be referenced for compliance with various codes and specifications, ultimately supporting the integrity and safety of welding operations.
Incomplete Personal Information: Failing to provide the welder's full name, ATF number, or Social Security number can lead to processing delays. Ensure all personal details are accurately filled out.
Incorrect WPS Reference: Not referencing the correct Welding Procedure Specification (WPS) number can invalidate the qualification. Always double-check the WPS to ensure it aligns with the test conducted.
Omitting Qualification Range Details: Leaving out critical information regarding the qualification range, such as base metal specifications or thickness, can result in an incomplete record. Include all relevant variables to avoid confusion.
Neglecting to Document Test Results: Failing to record mechanical test results or non-destructive examination results can lead to misunderstandings about the welder's capabilities. Ensure all test outcomes are clearly documented.
Missing Signatures: Not obtaining necessary signatures from the Certified Welding Inspector (CWI) or other relevant parties can render the qualification record invalid. Collect all required signatures before submission.
Understanding the Welder Performance Qualification Record (WPQR) form can be challenging, especially with the various misconceptions that surround it. Here are five common misunderstandings:
While the WPQR is often associated with certified welders, it is not exclusively for them. Any welder can use this form to document their qualifications, whether they are pursuing certification or simply looking to demonstrate their skills.
Many believe that once a WPQR is completed, it remains valid indefinitely. In reality, qualifications can expire or become outdated. Regular updates and requalifications are necessary to maintain compliance with industry standards.
Some people think that the welding process is the only critical aspect of the WPQR. However, other factors, such as base metal specifications and test positions, are equally important in determining a welder's qualifications.
There is a common belief that visual inspections are secondary to mechanical testing. In fact, visual inspections play a crucial role in the qualification process, as they can identify defects that may not be detected through other testing methods.
While the WPQR serves as an important record of a welder's qualifications, it is not a legal document in the traditional sense. It is more of a technical record that demonstrates compliance with industry standards, rather than a binding legal contract.
Completing the Welder Performance Qualification Record form is an essential task for anyone involved in welding qualifications. This form captures vital information about the welder's skills and the conditions under which they were tested. Follow these steps to ensure that you fill out the form accurately and completely.
When filling out the Welder Performance Qualification Record form, attention to detail is crucial. Here are ten essential do's and don'ts to guide you through the process.
By following these guidelines, you can help ensure that the Welder Performance Qualification Record form is filled out correctly, which is essential for maintaining compliance and ensuring quality in welding operations.
Dr Note to Return to Work - This form is your ticket for earning a living while serving your time.
What Does Exempt From Withholding Mean - This process aligns individual performance with organizational objectives.
In addition to the legal aspects of the transaction, securing the appropriate documentation is vital. One important resource for this is the My PDF Forms, which provides access to a properly formatted template for the New York Mobile Home Bill of Sale, ensuring that all necessary details are accurately captured and recorded.
CBP Form 6059B - Items not declared on the CBP 6059B may complicate a traveler’s re-entry into the U.S.
Filling out the Welder Performance Qualification Record (WPQR) form is a crucial step in ensuring that welders meet industry standards. Here are five key takeaways to keep in mind:
By adhering to these key points, you can help ensure that the WPQR process is efficient and compliant with industry regulations.